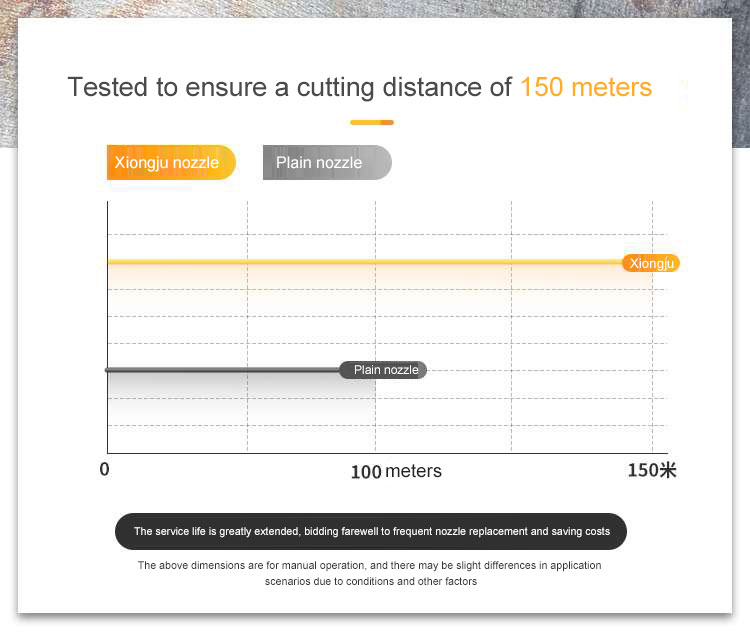
Extending/thickening hafnium wire for plasma cutting electrodes greatly extends the cutting distance, which is more conducive to stability and efficiency improvement during operation
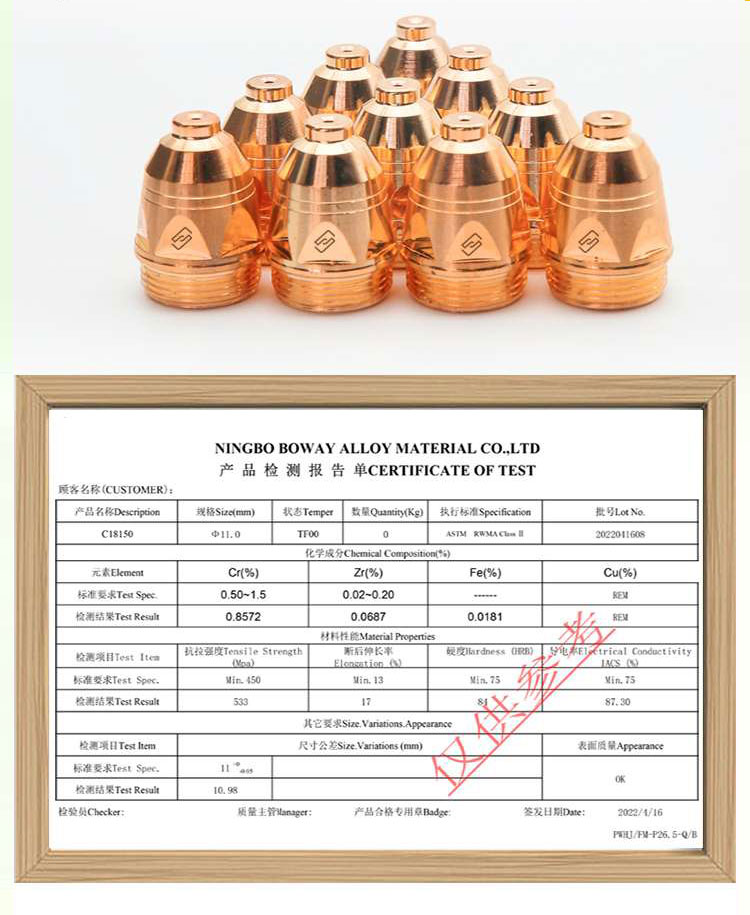
All parameters are above the standard values, according to the chromium zirconium copper detection report
Thickened nozzle, strong heat resistance, no deviation or nozzle sticking, extended service life
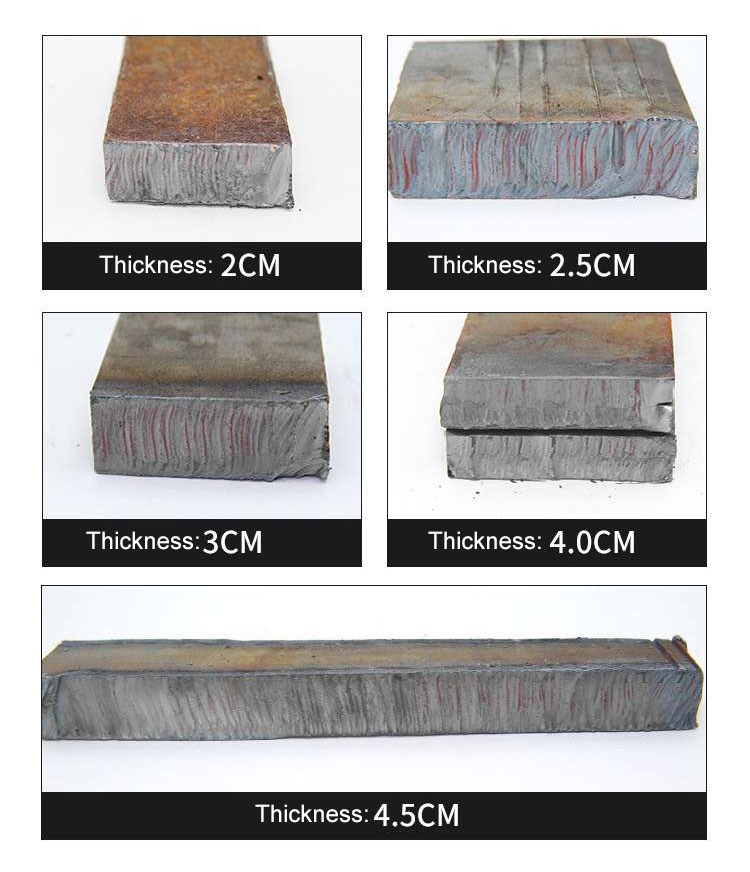
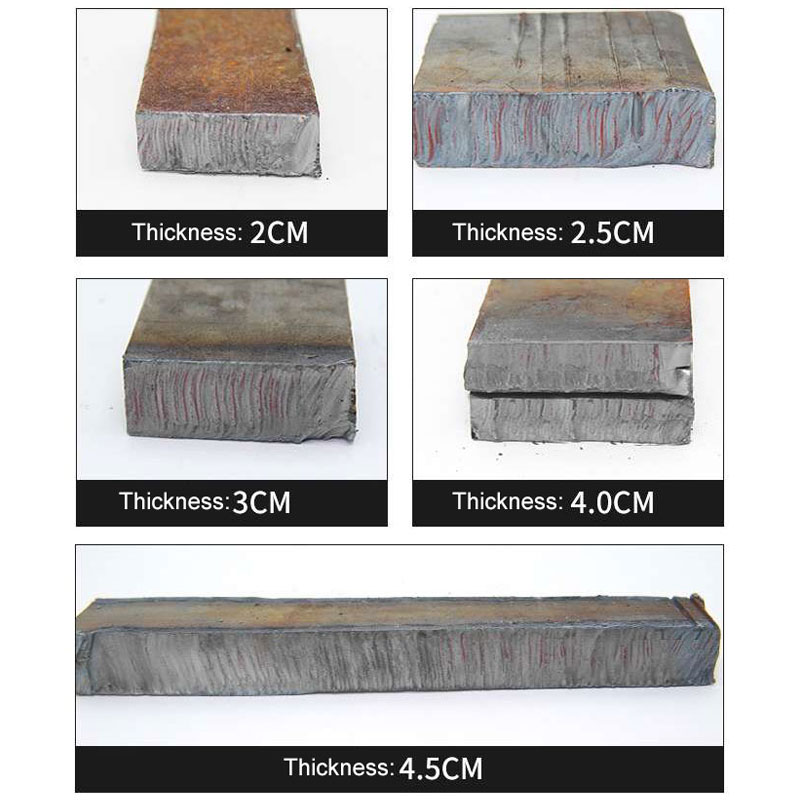
Strong penetration, concentrated firepower, precise cutting
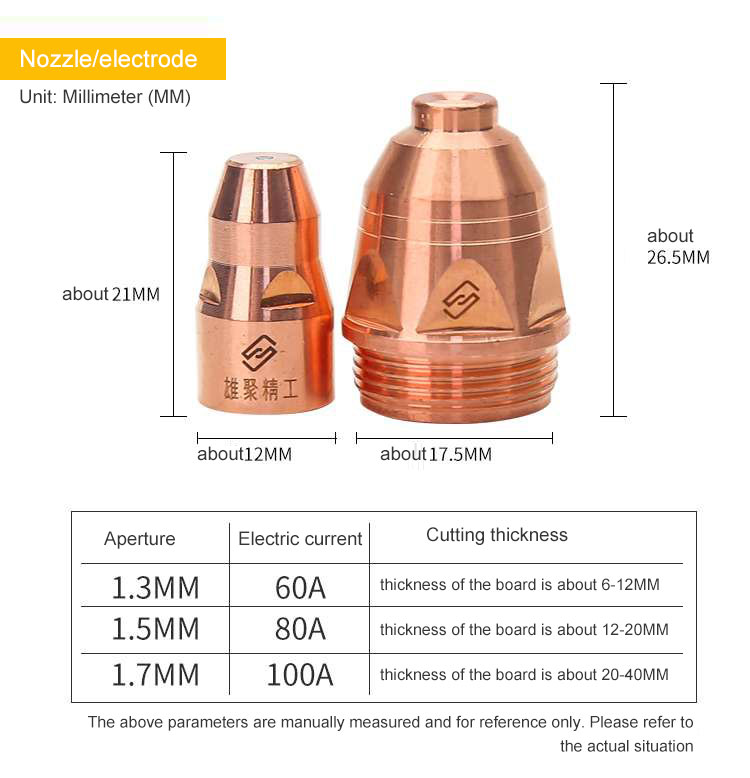
P80 electrode cutting nozzle
Specialized for cutting thick plates/strong penetration/service life
Ingenious quality
Meet your different needs
Length of hafnium
wire inside electrode
Guaranteed length, quality assurance
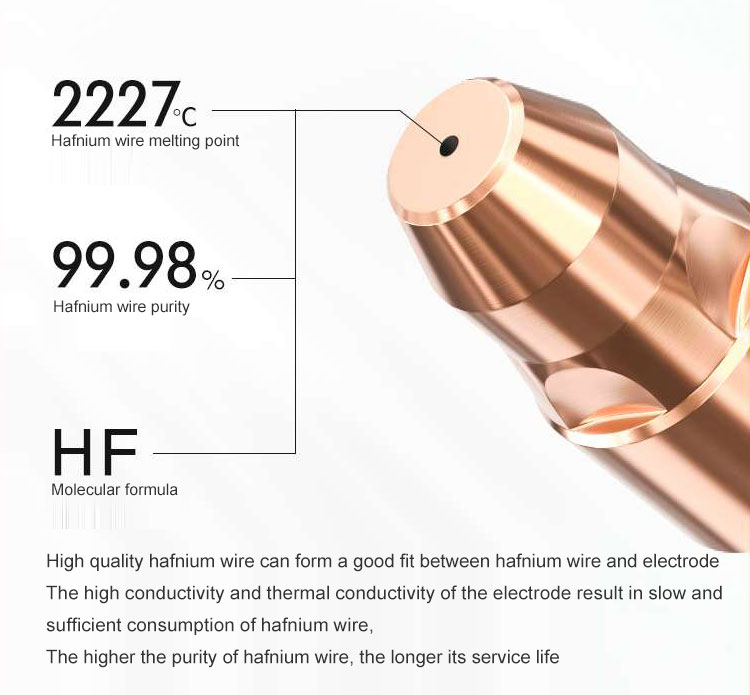
Select high-quality
hafnium wire
The hafnium wire purification process is higher
Chromium, zirconium
and copper test report
All parameters are above the standard values
Thickened nozzle,
strong heat resistance
and copper test report
No deviation, no nozzle burning, no sticky residue,
and extend the service life of the nozzle
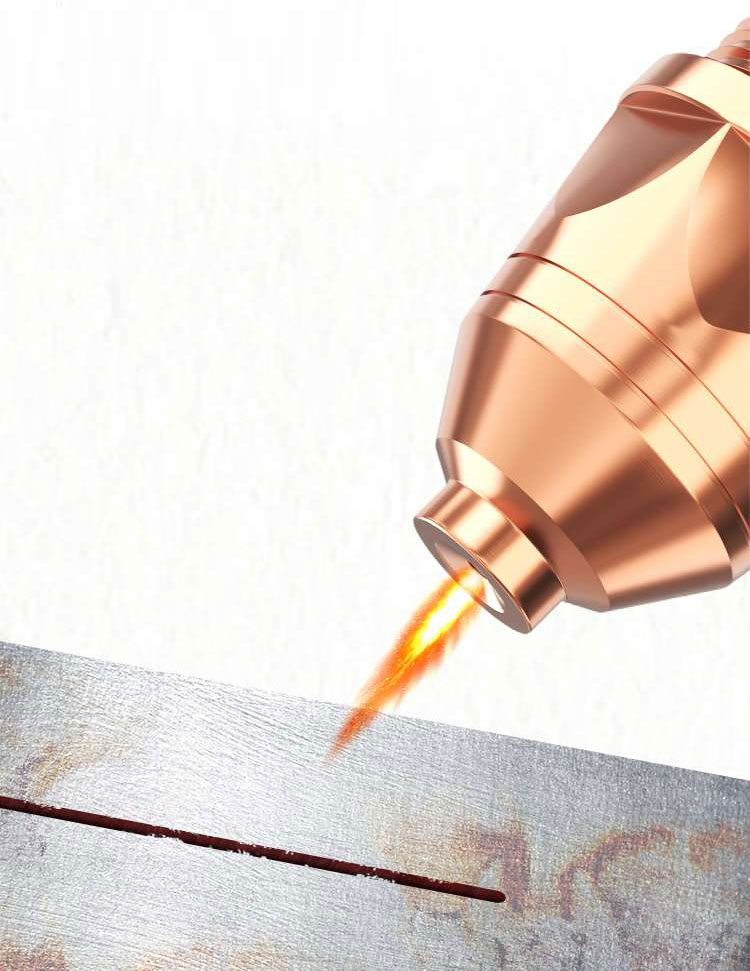
Strong penetration
and concentrated firepower
Precision cutting, effectively improve cutting speed
Raw materials without nickel plating
Excellent conductivity
Prototype hits scrap iron and steel directly
Conductivity
The raw material chromium zirconium copper
has better conductivity without nickel plating
while those with nickel plating have better conductivity
Because the conductivity of the surface film will be affected
Conical nozzle design
Better cooling of high temperatures after work
High concentricity
Avoid uneven cuts and make them more vertical and neat
The original material
is not nickel-plated
Excellent conductivity
Prototype directly hits scrap iron and steel
Product parameters
Clear parameter specifications at a glance
sincere meeting
Product Photograph
Multiple specifications for you to choose from
our pursuit of meeting your needs
Matters needing attentio
Minor incidents during use
1. Minimize perforation and cutting as much as possible
The splashing of molten steel can damage the nozzle, which is one of the main reasons for the damage of the cutting nozzle. If it is necessary to cut through the hole, use drill a pre drilled hole with a drill bit and start cutting from the pre drilled hole
2. Cut within the rated normal cutting thickness range of the cutting machine (for example, the domestic 100A plasma cutting machine manufacturer indicates a cutting degree of 32MM, but the normal cutting thickness is generally only 15-20MM). It is best to cut within this thickness range
3. The distance between the cutting nozzle and the steel plate should be kept as constant as possible, generally around 3-8MM. If it is too far away, it will consume a lot of electricity, reduce the cutting penetration ability, and relatively consume more electrodes. The service life of the electrode will also decrease. If it is too close, the nozzle's service life will decrease, and it may even burn out immediately. Pressure regulation is also crucial.
Please contact our customer service for any questions you may have
Professional masters help you solve problems
Comprehensive service capability, professional quality, selection of top customers in the industry

We will reply to you within 12 hours